:: Torna all'indice
di Organizzazione e gestione dei processi produttivi ::
Programmazione e controllo della produzione
La programmazione della produzione
Il diagramma di Gantt
E' utile, per rappresentare la successione delle lavorazioni, e
ottimizzare i tempi e l'impiego dei mezzi, rappresentare le lavorazioni su
un diagramma di Gantt (dal nome di Henry Laurence Gantt, ingegnere
statunitense che lo ideò attorno al 1910).
Il diagramma di Gantt è di lettura abbastanza semplice e intuitiva:
sull'asse orizzontale viene indicato il tempo (in questo esempio in ore),
sull'asse verticale (diretto in genere verso il basso) sono indicate,
nell'ordine, le varie attività che costituiscono il ciclo produttivo, che
sono rappresentate da delle barre la cui lunghezza indica appunto, il
tempo necessario a compierle.
Per tracciare il diagramma di Gantt è necessario partire dal flussogramma
operativo, ed è necessario conoscere anche i tempi necessari al compimento
delle singole operazioni.
I tempi delle varie attività possono essere dati da:
- tempo attività = tempo di preparazione + (tempo di lavorazione di un singolo pezzo) · (numero
di pezzi lavorati)
oppure:
- tempo attività = tempo di preparazione + (numero pezzi lavorati) / produttività
Risulta comodo in generale utilizzare come unità temporale l'ora, e risulta
comodo usare le frazioni di ore in forma decimale. Per cui, ad esempio,
1h30', risulterà comodo rappresentarla come 1,5h. Oppure 20' come 0,333h.
Per passare dai minuti alle ore basta dividere i minuti per 60. Ad esempio
t[min] = 15min => t[h] = 15/60 = 0,25h
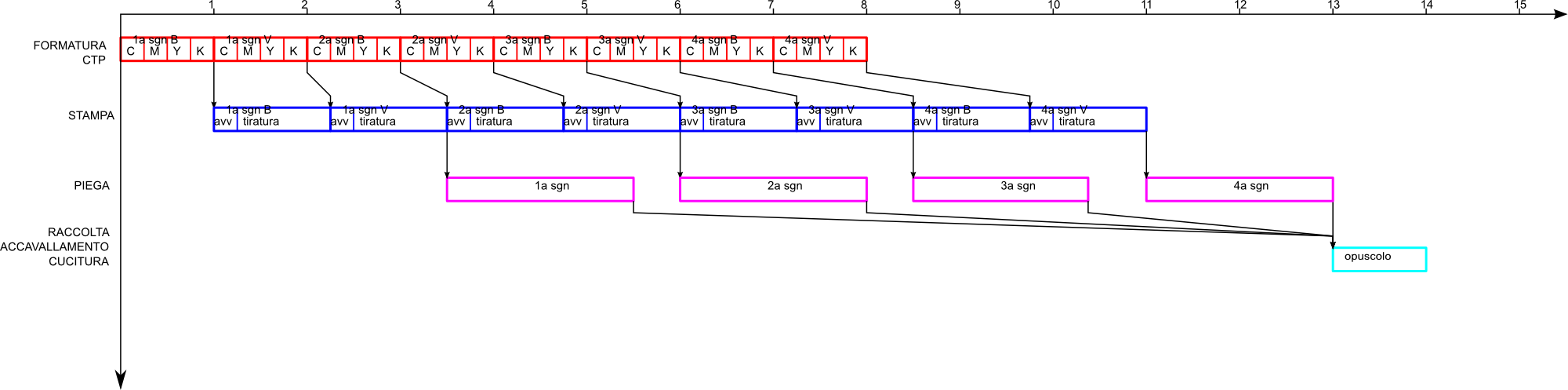
Nell'esempio di diagramma di Gantt qui illustrato vediamo il ciclo di
produzione di un opuscolo costituito da 4 segnature accavallate stampate in
quadricromia mediante una macchina offset quattrocolori. La tiratura è di
10˙000 copie.
La lavorazione inizia a partire dai file già
predisposti da parte del cliente, e si conclude
con l'opuscolo cucito.
A disposizione c'è:
- 1 unità CTP per la formatura della lastre. La formatura di 1 lastra
richiede 15';
- 1 macchina da stampa che richiede 15' per l'avviamento e ha una
produttività di 10˙000 passaggi/h;
- 1 piegatrice con una produttività di 5˙000 segnature/h;
- 1 linea di cucitura con una produttività di 10˙000 fascicoli/h.
Abbiamo nell'ordine:
- la formatura CTP delle lastre
- la formatura di ogni lastra richiede 15' = 0,25h per essere
prodotta;
- la stampa, con la macchina quattrocolori, che può iniziare nel momento
in cui si hanno pronte le prime 4 lastre. La stampa di ciascun lato
della segnatura richiede:
- t avviamento = 15' = 0,25h per ogni avviamento;
- t tiratura = 10˙000 passaggi / 10˙000 passaggi/h = 1h;
- sarà poi necessario stampare la volta.
- la piega, che può iniziare nel momento in cui la segnatura è stampata
sia in bianca sia in volta, richiede:
- t piega = 10˙000 segnature / 5˙000 segnature/h = 2h;
- la raccolta, accavallamento e cucitura, che può iniziare quando tutte
le segnature sono state piegate, richiede:
- t racc.acc.cuc. = 10˙000 fascicoli / 10˙000 fascicoli/h = 1h.
Si può vedere chiaramente dal diagramma di Gantt che determinate fasi di
lavoro potrebbero iniziare prima che sia completamente esaurita la fase di
lavoro precedente, mentre per altre sarà necessario che le lavorazioni
precedenti siano completamente concluse.
In questo caso la lavorazione completa comporta 14h
Si può vedere quale lavorazione è possibile ritardare senza che ciò comporti
un allungamento dei tempi complessivi di lavorazione, e cosa no.
Ad esempio, in questo esempio, la lavorazione dalla 9a lastra
(che è la 1a lastra della bianca della
2a segnatura) potrebbe iniziare 15' (=0,25h) dopo, senza
allungare i tempi complessivi. Oppure la 13a lastra (che è la 1a
lastra della volta della 2a segnatura)
potrebbe iniziare 30' (=0,5h) dopo, e così via. Questo potrebbe servire, ad
esempio, a liberare una macchina per altre lavorazioni di altre commesse
Si vede anche che sarebbe possibile ridurre i tempi complessivi di
completamento della commessa, ad esempio, suddividendo la fase di stampa su
due macchine da stampa differenti (ovviamente se le si hanno a
disposizione).
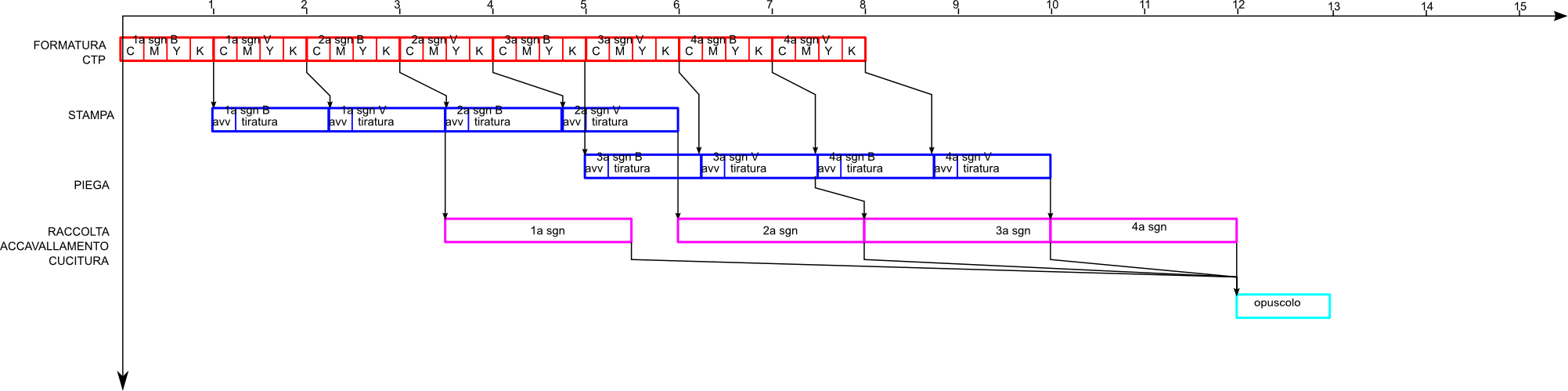
Il
caso illustrato prima, qualora si sdoppiasse la stampa su due macchine da
stampa uguali: si vede che sia avrebbe, in questo caso, un abbreviamento
dei tempi di lavorazione totali
- E se invece si avessero a disposizione due piegatrici uguali, di
quanto si potrebbero ridurre i tempi di produzione?
Il diagramma di Gantt risulta molto utile quando è necessario programmare
più lavorazioni su più macchine che si hanno a disposizioni, allo scopo di
ridurre i tempi morti, ed evitare i colli di bottiglia.
Qualora vi siano delle lavorazioni che vengono effettuate all'esterno, da
terzi, anche i tempi necessari per queste lavorazioni potranno essere
opportunamente indicate nel diagramma di Gantt.
:: Torna
all'indice di Organizzazione e gestione dei processi produttivi ::
Livio Colombo
Alcuni diritti riservati:

Quest'opera è distribuita con Licenza Creative
Commons Attribuzione
- Non commerciale - Non opere derivate 3.0 Italia.