:: Torna all'indice
di Organizzazione e gestione dei processi produttivi ::
Programmazione e controllo della produzione
Classificazione dei cicli (processi) produttivi
Si classificano qui i cicli produttivi, con l'avvertenza che si tratta di
una classificazione certamente incompleta e per forza di cose un po'
grossolana: nelle realtà produttive ci si trova spesso ad avere cicli
produttivi che sono collocati un po' a mezza strada tra i cicli che qui
verranno rappresentati.
Cicli produttivi continui
Si intende in genere per ciclo produttivo di tipo continuo un ciclo che,
per ragioni tecnologiche, non può mai essere interrotto: se venisse
interrotto si avrebbero gravi perdite di materiali parzialmente lavorati e
danni all'impianto.
Quali esempi significativi possiamo ad esempio citare il ciclo produttivo
della ghisa in altoforno: l'altoforno è un impianto che non può essere mai
spento. Il suo spegnimento provocherebbe la solidificazione della massa
metallica al suo interno e la conseguente distruzione dello stesso (qui,
per chi fosse curioso, qui c'è un interessante articolo sullo
spegnimento di un altoforno e sulla possibilità, del tutto eccezionale,
di riaccenderlo).
Un altro esempio, in un settore industriale che è contiguo al settore
grafico, è il ciclo produttivo della carta in macchina continua. L'arresto
della macchina continua è un evento che, se accidentale, porta a dovere
scartare tutto l'impasto fibroso contenuto in macchina, con un danno
economico ingente.
Pertanto il fatto che un ciclo produttivo funzioni 24 ore su 24 per motivi
di organizzazione della produzione, non è sufficiente a classificarlo come
un ciclo continuo.
Il ciclo produttivo continuo non non ha un interesse particolare per il
settore grafico.
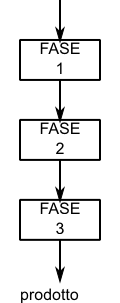
Cicli produttivi ripetitivi
Si intende per ciclo produttivo ripetitivo un ciclo in cui le varie fasi di
lavorazione, e la successione delle stesse, si ripetono sempre uguali. Il
prodotto che si ottiene sarò sempre lo stesso (o, al limite, potrà avere
delle variazioni molto contenute).
Un esempio molto significativo è la catena di montaggio dell'industria
automobilistica (anche se nelle moderne industrie la caratteristica di
ripetitività è un po' meno marcata, a vantaggio di una certa flessibilità
delle caratteristiche del prodotto che si ottiene).
Nel settore grafico questo modello si può applicare alla realizzazione di
un prodotto con caratteristiche sostanzialmente sempre costanti, come un
giornale quotidiano: ogni giorno avrà lo stesso formato, lo stesso tipo di
carta; cambierà eventualmente, anche se con poche possibilità di
variazione, la sua foliazione.
Si vede come questo ciclo non permette flessibilità. Permette tuttavia una
grande produttività.
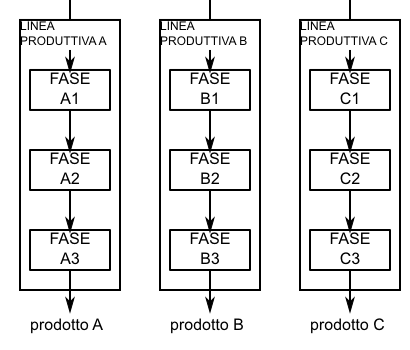
Un impianto industriale che realizzerà più prodotti dovrà disporre di una
linea produttiva per ogni prodotto realizzato:

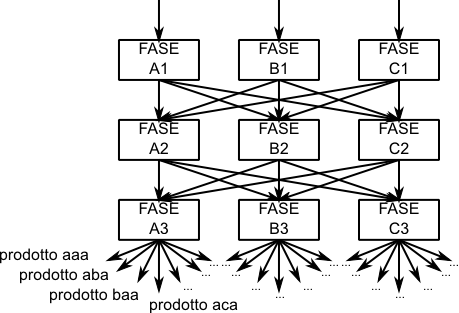
Cicli produttivi intermittenti
Si intende per ciclo produttivo intermittente un ciclo in cui ad ogni
lavorazione può seguire una lavorazione differente a seconda delle
caratteristiche del prodotto che si vuole ottenere.
All'interno di ogni lotto di produzione tutti i prodotti saranno
uguali, ma possono essere del tutto differenti tra lotto e lotto.
Un esempio significativo è l'organizzazione di un'azienda grafica che
effettua l'intero ciclo realizzativo del prodotto utilizzando, per la
stampa, delle macchine a foglio. Un foglio stampato potrà riportare ad
esempio la segnatura di un libro, e quindi successivamente essere lavorato
in piegatrice, oppure, potrà diventare un astuccio in cartoncino, ed
essere quindi successivamente fustellato.
Si vede come questo ciclo permetta una grande flessibilità. Tuttavia la
produttività è inferiore a quella del ciclo ripetitivo.
Lay out di impianto
Per layout di un impianto industriale si intende la disposizione delle
attrezzature necessarie al compimento del ciclo produttivo.
Un buon layout dovrà anzitutto permettere uno svolgimento razionale del
ciclo produttivo, con la minor movimentazione possibile di materie prime
semilavorati e prodotti finiti, con la massima riduzione dei tempi morti, e
senza inutile occupazione di superficie.
Layout per prodotto
Si comprende che per il ciclo produttivo ripetitivo sarà necessario
che le attrezzature vengano raggruppate per linee produttive che realizzano
un certo prodotto, mentre, poiché la necessità di comunicazione tra due
linee produttive sarà estremamente ridotta, a volte non sarà nemmeno
necessario che due linee produttive si trovino nello stesso sito produttivo.
Si parla in questo caso di "layout per prodotto":
Layout per processo
Si comprende anche che per il ciclo produttivo intermittente tale
disposizione non è certo adeguata in quanto non si ha una linea produttiva
per ogni prodotto, ma i prodotti possibili sono molteplici. Le attrezzature
vengano razionalmente raggruppate per funzione che svolgono, e ognuno di
questi raggruppamento costituisce un reparto.
Si parla in questo caso di "layout per processo":

In una azienda grafica si avrà, ad esempio, il reparto formatura (dove sono
collocate le fotounità CTP e le sviluppatrici), il reparto stampa (dove sono
collocate le macchine da stampa), il reparto allestimento (dove sono
collocate le taglierine, le piegatrici...)
Confronto tra ciclo ripetitivo e ciclo intermittente
| ciclo ripetitivo |
ciclo intermittente |
| produttività |
flessibilità |
minori costi marginali
|
minori costi fissi |
maggior semplicità nella programmazione dei tempi di produzione
(tempi dettati dalla più lenta delle fasi di lavoro)
|
possibilità di un controllo qualità più accurato
|
non si hanno "strozzature" (o "colli di bottiglia") nella
produzione
|
possibilità di ovviare ad avarie (spostando la produzione su un
altra macchina)
|
| adatto alla produzione cosiddetta "per il magazzino" |
adatto alla produzione cosiddetta "su commessa"* |
| layout "per prodotto" |
layout "per processo" |
*per commessa di lavoro si intende il
documento che segue una lavorazione su cui vengono indicate tutte le
lavorazioni effettuate, i nomi degli addetti delle varie lavorazioni, i
tempi di lavorazione (inizio e fine), gli eventuali problemi riscontrati.
Con l'espressione "aprire una commessa", si intende pertanto dare inizio a
un ciclo di lavorazione, e con "ricevere una commessa" si intende, per
estensione, ricevere un ordinativo di un lotto di prodotti.
Confronto tra costi di produzione e scelta del ciclo produttivo più
conveniente
Nello schema precedente si è visto che il ciclo produttivo ripetitivo
ha in generale maggiori costi fissi ma minori costi marginale
rispetto al ciclo produttivo intermittente. Ciò è dovuto
essenzialmente al fatto che il ciclo ripetitivo necessita di macchinari
più specializzati e complessi, e quindi in genere più costosi, ma che,
assicurando una maggior produttività, permette costi per ogni singola
unità prodotta inferiori.
Ricordando infatti il concetto di costo marginale (è il costo aggiuntivo
che è necessario sostenere per produrre una singola unità di prodotto in
più), è facile capire che se ho una maggior produttività, avrò bisogno di
minor tempo per produrre una singola unità di prodotto, e quindi avrò
costi legati alla manodopera e all'impiego delle macchine (cioè legati ai
costi orari) inferiori.
Rappresentando i costi su un diagramma (qualitativo) in funzione della
quantità di unità prodotte vediamo che:
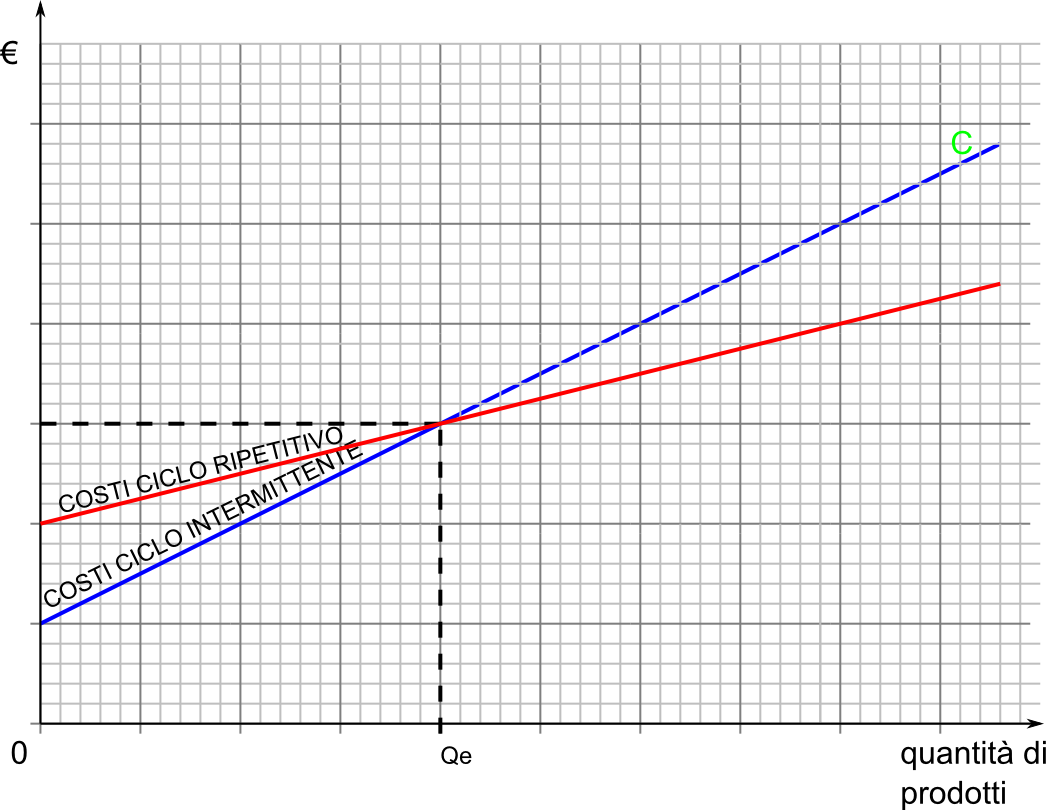
per una quantità di unità prodotte inferiore a Qe, converrà scegliere di
utilizzare un ciclo intermittente, mentre per una quantità di unità
prodotte superiore a Qe, converrà scegliere di utilizzare un ciclo
ripetitivo, in quanto i costi sono, nei due casi, inferiori.
Ovviamente lo stesso ragionamento potrà essere fatto confrontando due
qualsiasi cicli dei quali uno dei due ha minori costi fissi, ma maggiori
costi marginali rispetto all'altro.
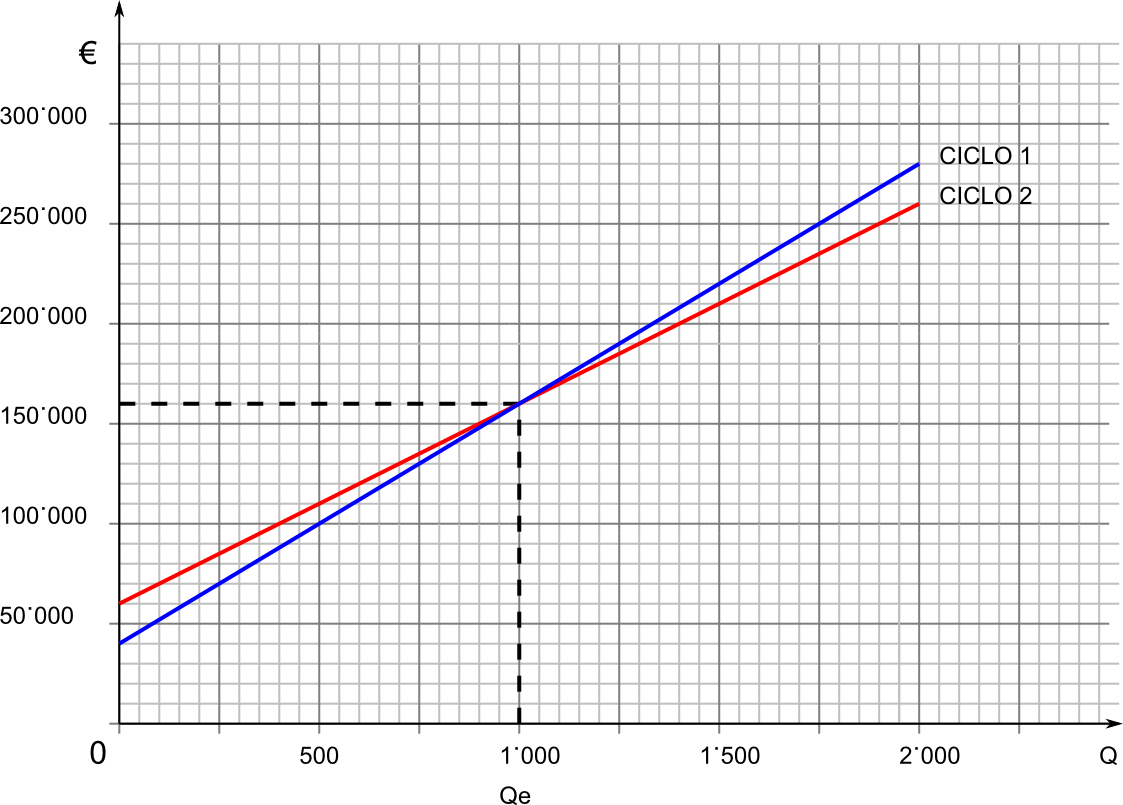
Si prendano per esempio in esame il caso in cui un certo prodotto
industriale può essere realizzato mediante due differenti possibili cicli
di lavorazione:
il "ciclo 1" e il "ciclo 2" di cui si conoscono i costi di produzione
|
Ciclo1 |
Ciclo 2 |
| Costi fissi |
40.000 €
|
60.000€
|
| Costi marginali |
120 €/unità
|
100 €/unità
|
Ci si chiede qui qual'è la quantità di prodotti per i quali i costi di
produzione saranno uguali per entrambi i cicli.
È evidente, prima ancora di iniziare a svolgere calcoli, che il" ciclo
1", avendo costi fissi inferiori al "ciclo 2", ma costi marginali
superiori, risulterò maggiormente conveniente (nel senso che avrà costi di
produzione inferiori) per bassi volumi di
produzione, mentre il "ciclo 2" risulterà conveniente per alti
volumi di produzione.
Questo non significa che il "ciclo 1" sia necessariamente un ciclo
intermittente, e il "ciclo 2" sia necessariamente un ciclo ripetitivo! Si
sta qui semplicemente confrontando due differenti possibili cicli per
realizzare un certo prodotto, allo scopo di vedere quale converrà in quali
casi.
Il problema consiste nel trovare dunque la quantità Q per cui i costi di
produzione sono uguali.
L'equivalenza si avrà quando è:
C1 = C2
(la simbologia è evidente; sono ovviamente i costi di produzione relativi
al "ciclo 1" e al "ciclo 2" rispettivamente
Ma poiché è
C1 = CF1 + CM1 · Q
C2 = CF2 + CM2 · Q
(dove Q è la quantità da produrre affinché i costi dei due cicli
siano uguali, ed è l'incognita del problema)
sarà anche:
CF1 + CM1 · Q = CF2 + CM2 · Q
e quindi:
CM1 · Q - CM2 · Q = CF2 - CF1
per cui:
(CM1-CM2) · Q = CF2 - CF1
e infine:
Q = ( CF2 - CF1) / (CM1-CM2)
= Qe
Che è la quantià cercata e che risolve il nostro problema. Si faccia
attenzione che gli indici, al numeratore e al denominatore sono invertiti
nel loro ordine!
Per cui, nel caso in esame:
Qe = ( 40000 - 60000) / (100-120) = -20.000/(-20) = 20.000/20
= 1.000 unità
Per cui sotto le 1.000 unità prodotte converrà il ciclo 1, sopra le 1.000
unità prodotte converrà il ciclo 2.
Il problema è
rappresentato graficamente qui sotto:
:: Torna
all'indice di Organizzazione e gestione dei processi produttivi ::
Livio Colombo
Alcuni diritti riservati:

Quest'opera è distribuita con Licenza Creative
Commons Attribuzione
- Non commerciale - Non opere derivate 3.0 Italia.